Il m’a été demandé, par deux clients différents, de réaliser des ceintures inspirées de modèles du début du XIIIe siècle. Et c’était l’occasion rêvée pour tester une nouvelle technique d’émaillage: le champlevé.
Le champlevé, aussi appelé taille d’épargne, est une technique qui se fonde sur l’emploi d’un support métallique creusé auparavant, formant ainsi des cavités dans lesquelles l’émail est appliqué. Il existe deux méthodes pour effectuer le travail d’attaque du métal; par gravure ou par corrosion. La première méthode demande beaucoup d’habileté en gravure, elle sera donc laissée de côté car je n’ai pas cette formation. La seconde méthode s’effectue dans un bain d’acide nitrique ou de perchlorure de fer. Les zones non-creusées, appelées les réserves, sont réalisées au bitume de Judée, ou tout autre laque ou vernis à graver. C’est une méthode couramment utilisée en gravure d’imprimerie, sous le nom d’Eau Forte.
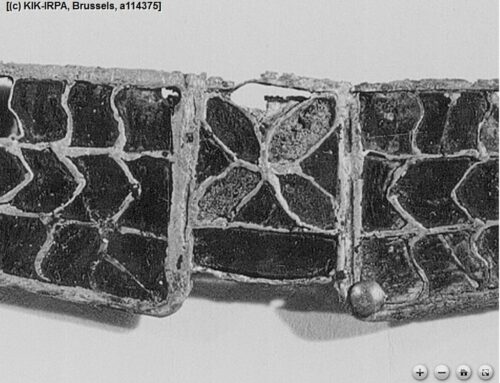
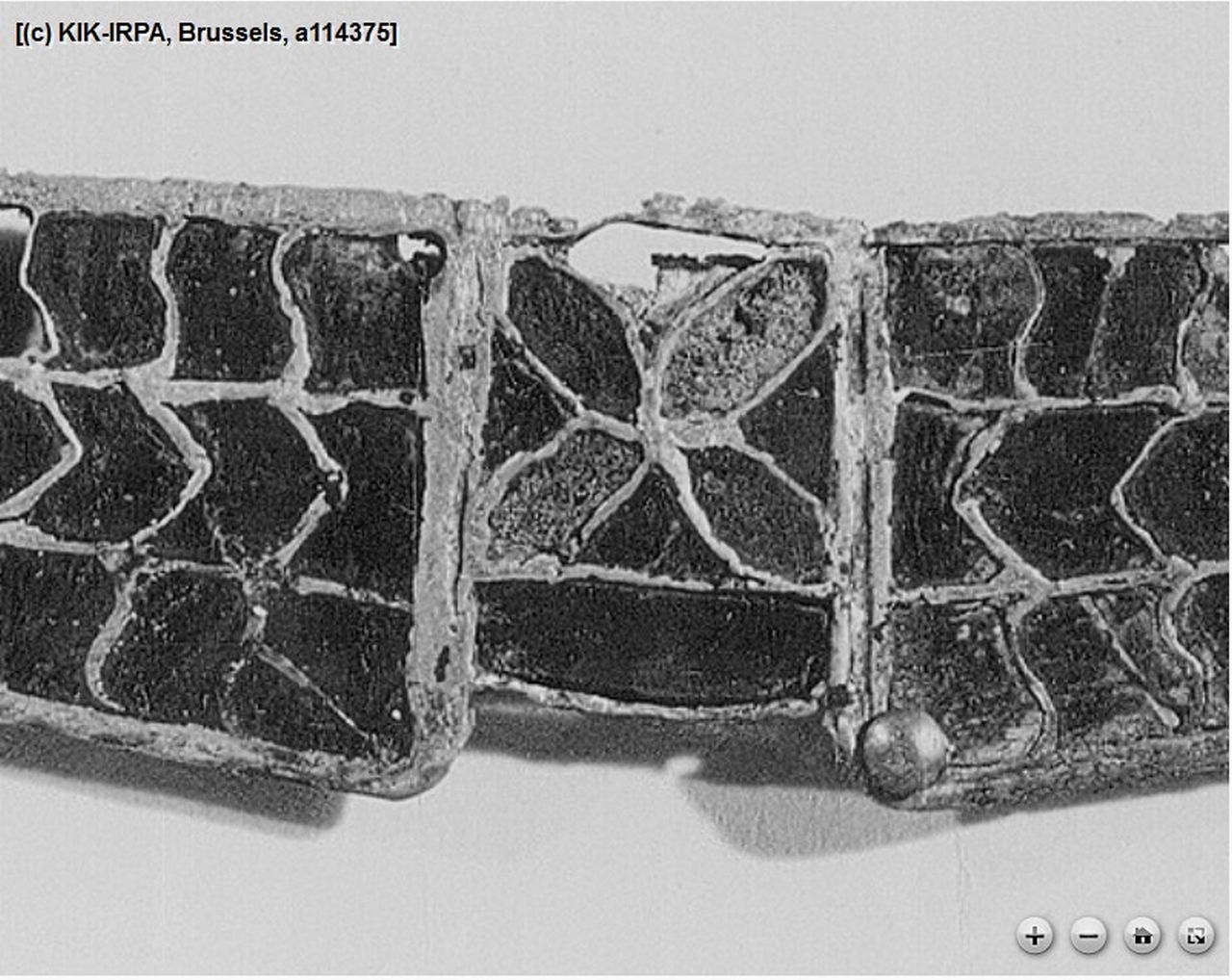
Voici les originaux qui ont servi pour cette expérience :



La première étape du travail était de découper les différents éléments dans de la tôle de bronze de 15/10e de millimètres, de les mettre en forme, et de les poncer. Sachant qu’il est primordial qu’ils soient bien recouverts de vernis, il valait mieux garder les tôles à plat, et éviter le plus possible les reliefs, trous, etc. pour ne pas provoquer des corrosions accidentelles.


J’ai ensuite utilisé un vernis de gravure composé de colophane et de goudron de pin/ou bitume de Judée, je ne sais… Il se vend sous forme de boule dure, et doit s’appliquer à chaud sur le métal. J’ai donc chauffé mes plaques à la flamme avant de frotter le vernis dessus. A la bonne température, il s’étale très bien, et recouvre toute la surface de façon plus ou moins homogène. Il est important de laisser le vernis complètement refroidir et durcir avant de poser la pièce.

Dans le vernis figé, j’ai ensuite dessiné les motifs voulus à l’aide d’une pointe à tracer très affutée. Puis j’ai découvert les parties à creuser en grattant avec la pointe d’un cutter de précision.


N’ayant pas de consignes d’utilisation précises pour l’eau forte, je me suis référée à quelques ouvrages sur les émaux et sur la gravure, dans lesquels il est précisé que le bain au perchlorure de fer crée un dépôt. Les éléments doivent donc être trempés avec le motif vers le bas, pour éviter que le dépôt ne stoppe la corrosion.
Ne sachant pas non plus quelle concentration utiliser pour le bain d’eau forte, j’ai joué la prudence. Mon mélange était composé de 20g de perchlorure de fer pour 1/2L d’eau.

J’ai laissé les éléments immergés pendant 24h, en agitant régulièrement le bain, et en surveillant la corrosion. Au bout de cette journée complète, le bain était devenu verdâtre, car chargé de molécules du bronze rongé. Voyant que les creux manquaient encore un peu de profondeur, j’ai refait un deuxième bain à la même concentration, et j’ai attendu encore 24h.
Une fois la corrosion réussie, j’ai rincé les éléments à l’eau claire pour arrêter la réaction, puis à l’eau bouillante, pour éliminer le vernis.


L’étape suivante était de finaliser les plaques avant l’émaillage. Le verre supportant très mal la torsion, il était nécessaire de mettre en forme les tôles et de les percer avant de commencer ce travail.


Pour l’émaillage, j’ai procédé en plusieurs étapes: une première pose, une cuisson, un surfaçage à la pierre abrasive, une deuxième pose dans les endroits restés creux, et une recuisson.


Après cette dernière cuisson, pas trop mal réussie, mais avec encore quelques défauts (temps de cuisson trop long créant des retraits de l’émail et de nouvelles bosses), j’ai effectué un nouveau ponçage du métal et un polissage à la pâte abrasive et au tampon en coton (tour à polir).


Et finalement, les deux ensembles boucle-mordant rivetés sur leurs ceintures tissées respectives, toutes deux fournies avec leurs raidisseurs par les clients :






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}